- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










موصلات تجعيد
في الصين، تدعم شركة Xiamen Hongyu Intelligent Technology Co., Ltd. تخصيص الأجزاء القياسية/غير القياسية من موصلات التجعيد، ولديها أكثر من 17 عامًا من التكنولوجيا الاحترافية في تصميم قوالب الأجهزة وختم إنتاج المنتجات. الحد الأدنى لسمك المعالجة لموصلات التجعيد يمكن أن يصل إلى 0.08 مم، مع براعة ممتازة وبدون نتوءات.
إرسال استفسار
وصف المنتج
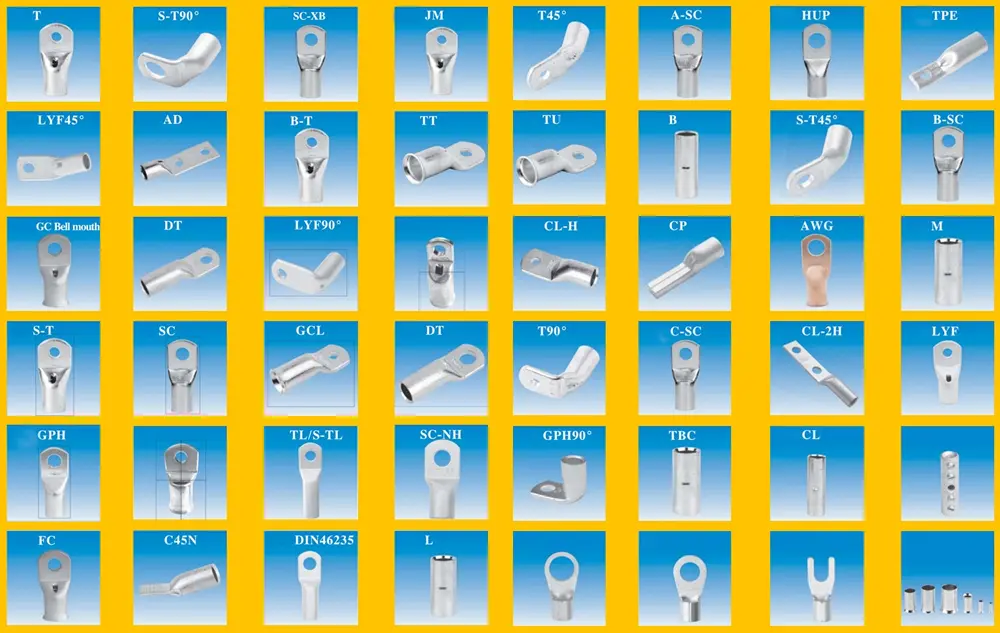
تعد Crimp Connectors مكونًا احترافيًا تم تصميمه بواسطة Xiamen Hongyu Intelligent Technology خصيصًا لتوصيل الأسلاك والمحطات الطرفية. مع المواد عالية التوصيل والهياكل الدقيقة، فقد حلت مشاكل موثوقية الاتصال في تصنيع أحزمة الأسلاك. يعتبر هذا المنتج خيارًا موثوقًا به للعملاء الأجانب الذين يحتاجون إلى مكونات التوصيل الكهربائي. كمورد في مجالات معالجة المعادن والتوصيل الكهربائي، يمكننا أن نقدم للعملاء منتجات وخدمات عالية الجودة لتسهيل توصيل الدائرة.
فحص حالة الحافة
تعد جودة العقص لمحطات أجهزة الختم عاملاً رئيسياً في ضمان أداء التوصيل البيني النهائي. ما إذا كانت أجزاء الختم الطرفية تالفة، وما إذا كانت أجزاء الختم الطرفية مثنية، وما إذا كانت الطبقة العازلة داخل النافذة الطرفية سليمة ولكن منطقة تجعيد الأسلاك غير معزولة، وما إذا كان السلك مثقوبًا في منطقة تجعيد الطبقة العازلة، وما إذا كان تجعيد الحافة صحيحًا، وما إذا كانت الفرشاة مرئية بعد تجعيد الأسلاك، وما إذا كانت الفرشاة موجودة في منطقة الاتصال، وما إذا كانت هناك ثقوب مخروطية، وما إذا كانت قيمة قياس الميكرومتر عند نقطة تجعيد العزل ضمن نطاق التسامح يمكن أيضًا تحديد ما إذا كان حالة العقص جيدة.
من الضروري التحقق مما إذا كانت أطراف الأجهزة الخاصة بالختم مجعدة بشكل صحيح. سواء كان ذلك عبارة عن تجعيد يدوي أو تجعيد آلي، يجب فحص كل نقطة اتصال بعناية. يمكن أن يؤدي التجعيد غير المناسب إلى تقصير عمر خدمة الموصلات المجعدة بشكل كبير وحتى التسبب في مخاطر السلامة.
نظرًا لتفاوتات قطر السلك المختلفة لكل نوع من الموصلات والمواصفات، يمكن استخدام قياس السُمك عند نقطة تجعيد قطر السلك كمؤشر مرجعي. لا يؤدي قطر السلك غير المناسب إلى تقصير عمر الخدمة فحسب، بل قد يؤدي أيضًا إلى توصيلات غير مستقرة وانفصال سريع ويتسبب في النهاية في حدوث خسائر.
تكنولوجيا المعالجة
المواد الرئيسية لمحطات أجهزة الختم هي في الغالب نحاس H62، دون أي متطلبات خاصة. مواد نوابض طبلة التاج الزنبركية هي في الغالب نحاس البريليوم. ليست كل المواد مناسبة لطلاء الذهب. لذلك، قبل طلاء الذهب، يتم طلاء طبقة من النيكل أولاً لضمان تأثير الطلاء الذهبي. معايير المواصفات التقليدية لطلاء الذهب القائم على النيكل هي أن سمك طبقة النيكل يتراوح من 50 إلى 80 ميكرومتر، وسمك طبقة الذهب هو ≥2 ميكرومتر، ونقاء الذهب المستخدم هو ≥99.8٪. أخيرًا، ضعي طبقة واقية صلبة؛ يجب أن يكون سطح المنتج أملسًا، وخاليًا من الأكسدة لضمان التطبيق العملي، وخاليًا من نتوءات لمنع المنتج من الارتخاء بسبب فجوات نتوءات غير مضغوطة. لضمان جودة المنتج، يجب ألا تكون هناك علامات أدوات أو علامات قرصة أو حواف حادة على الجهاز. لدينا متطلبات جودة عالية الدقة ولا نحدد تفاوتًا قدره ±0.02.
مواصفات الطلاء الكهربائي
|
منتج |
موصلات تجعيد |
|
متطلبات المظهر |
خالية من الأكسدة، أو الاصفرار، أو السواد، أو الصبغة الزرقاء، أو اللون الأرجواني، أو الربط، أو تفاوت الأرجل، أو غيرها من العيوب. |
|
أداء الطلاء |
قاعدة نيكل كاملة: 50-80 μ". طلاء ذهبي: 1 μ". نقاط القياس على كلا الجانبين: 3 مم. |
|
مقاومة درجات الحرارة العالية |
يجب أن يتحمل درجة حرارة 260 درجة مئوية لمدة 5 ثوانٍ دون تغير اللون أو الاسوداد أو الاصفرار أو ظهور تقرحات أو تقشير. |
|
اختبار قابلية اللحام |
يجب أن تكون نسبة تغطية اللحام أكثر من 95%. |
|
اختبار رش الملح |
تم اختباره بمحلول ملح 5% عند 35 درجة مئوية لمدة 24 ساعة. لا يُسمح بالأكسدة أو السواد أو العيوب الأخرى. |
|
اختبار الالتصاق (اختبار التقشير) |
لا تقشير الطلاء على الأسطح المنحنية. |
|
الامتثال البيئي |
يجب أن تتوافق جميع الطلاءات مع متطلبات ROHS البيئية الخضراء. |
|
تصفيح المناطق الحرجة |
يجب أن تكون جميع نقاط القياس وأسطح القياس المخصصة مطلية وفقًا للمواصفات (هذه المناطق ضرورية لقابلية اللحام والتوصيل). |
الكلمات الساخنة: تجعيد الموصلات، الصين، المصنعين، الموردين، المصنع، الاقتباس، الجودة
علامة المنتج
الفئة ذات الصلة
إرسال استفسار
لا تتردد في تقديم استفسارك في النموذج أدناه. سوف نقوم بالرد عليك خلال 24 ساعة.